 Laser Cut – Part blanks are laser cut with extra stock added on sharp corners for gridding to bevel points.
Laser Cut – Part blanks are laser cut with extra stock added on sharp corners for gridding to bevel points.
- 3 min each to Laser Cut
- 90 min. to cut a set of 30 parts
Read The Fabricator’s article featuring PEP’s advanced automation and intelligence!

PEP Technology
The part in this document was cut by numerous companies trying to bid on the job. Many of the companies sent us their pictures asking for our help with the job. What impressed us was how crummy the finished parts were when compared to PEP’s results. The company that got the contract purchased the PEP’s Bevel software and agreed to share the photos below as part of a success story.

Original Method:
Total time for 30 parts: 9.5hrs
PEP Bevel Approach:
| Original processes before PEP: | New Process with PEP Bevel |
|---|---|
|
|
Laser Cut – Part blanks are laser cut with extra stock added on sharp corners for gridding to bevel points.
 Robotic Beveller – Adds 45 bevel to laser cut part blanks.
Robotic Beveller – Adds 45 bevel to laser cut part blanks.
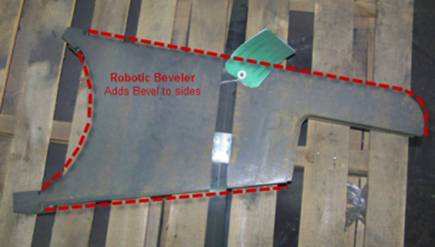 Robotic Beveller – adds bevels to the side outlined in red by skipping the sharp corners to be ground down.
Robotic Beveller – adds bevels to the side outlined in red by skipping the sharp corners to be ground down.
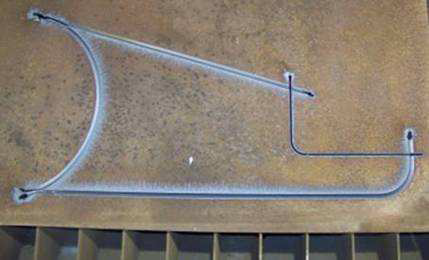
 Hand Grinder – Sharp corners are ground down to the desired beveled points
Hand Grinder – Sharp corners are ground down to the desired beveled points
Plasma Beveller using PEP Bevel application’s special single pass technique to cut a 45Y cut with a 1/16″ land

OLD METHOD
PEP BEVEL APPROACH